Plateforme pour l'industrie métallurgique et sidérurgique
Passer d’un outil court à un outil long pendant le fraisage nécessite d’ajuster l’alimentation en liquide de refroidissement. Ce problème est bien connu des opérateurs. En particulier lorsque l’alimentation interne en liquide de refroidissement n’est pas disponible, cela nécessite un plus gros effort d’ajustement pour garantir la précision du processus d’usinage. Asch & Sebert a développé un anneau de liquide de refroidissement dont les buses s’adaptent automatiquement à la longueur de l’outil. Pour la fabrication de cette solution brevetée, le propriétaire Gerald Sebert fait confiance aux outils de précision de Horn.
Asch & Sebert, spécialisée dans le développement et la fabrication de pièces de précision de haute qualité, fournit des solutions sur mesure à divers secteurs, notamment la construction de machines, le secteur médical et l’automobile. Cette entreprise met l’accent sur la qualité et la précision maximales dans le tournage CNC, le fraisage, la rectification et le traitement de surface. Elle s’appuie sur une équipe de collaborateurs dévoués et motivés, et dispose d’un site de production moderne équipé des machines les plus récentes. Elle garantit ainsi une production efficace et une exécution flexible de chaque commande spécifique. Grâce à son expertise, elle est un partenaire fiable qui aide ses clients à réaliser des projets complexes tout en respectant les normes les plus élevées en matière de qualité et de service. La fiabilité, la satisfaction du client, la durabilité, le respect de l’environnement et l’innovation sont des éléments clés chez Asch & Sebert.
Cette volonté d’innovation se traduit par le développement d’un anneau de liquide de refroidissement. Ce projet a été lancé en 2009, une année difficile sur le plan économique. Comme beaucoup d’autres entreprises manufacturières, ils ont en effet rencontré des problèmes d’alimentation en liquide de refroidissement pour des outils de longueurs différentes au cours d’un processus de production. « Nous voulions trouver nous-mêmes une solution à ce problème et avons donc investi dans le développement d’un anneau de refroidissement à réglage automatique. Après la réalisation de plusieurs prototypes, le système a été testé pendant une longue période sur nos propres machines », explique Gerald Sebert. « Le développement d’un produit est une chose, la vente en est une autre. La recherche de brevets a notamment pris beaucoup de temps. Nous sommes en effet remontés jusqu’aux années 1930 pour vérifier que notre idée n’enfreignait pas des brevets existants. Ce n’est qu’en 2015 que nous avons déposé une demande de brevet pour notre système. »
Le directeur poursuit : « Même si nous étions absolument convaincus des avantages de notre innovation, il n’était pas facile de commercialiser à grande échelle cet anneau de refroidissement sans un budget marketing adéquat. J’ai donc contacté plusieurs fabricants de machines. L’un d’entre eux nous a promis sa collaboration, mais après des années d’efforts dans la phase de développement, il a mis fin au projet du jour au lendemain. Ce fut un sérieux revers, car les coûts de développement étaient élevés. Mais nous n’avons pas abandonné et avons entamé des discussions avec d’autres constructeurs de machines. Et avec succès, car nous avons réussi à convaincre plusieurs entreprises de premier plan de la qualité de notre système. C’est pourquoi celui-ci est désormais utilisé dans de nombreux centres d’usinage. Fanuc a ainsi déjà développé une application pour le système de refroidissement, qui régule automatiquement la position des buses de refroidissement en fonction des données d’outils saisies. »
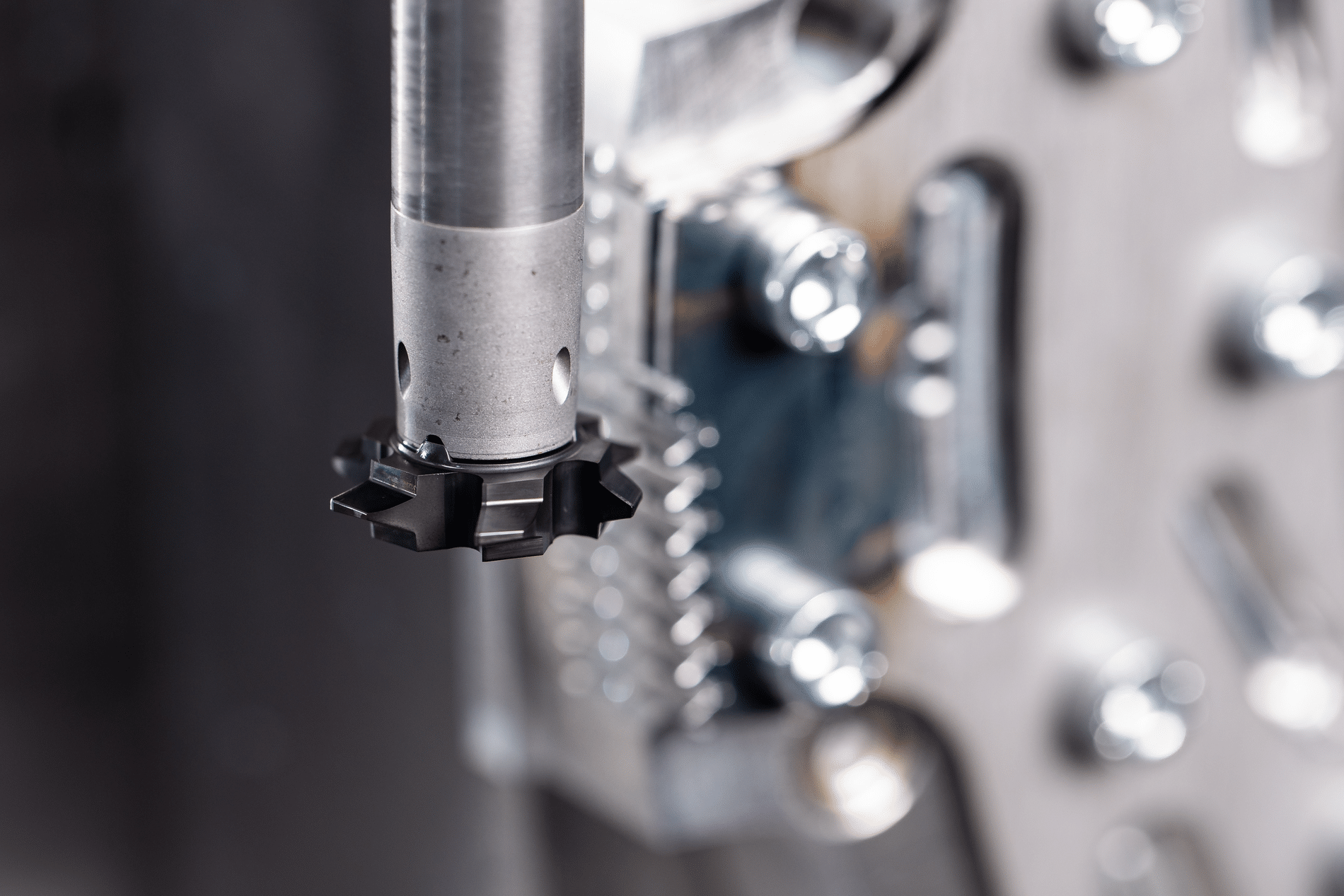
Asch & Sebert fabrique les composants mécaniques des anneaux de refroidissement dans sa propre usine. Le mouvement des buses de liquide de refroidissement est assuré par un mécanisme régulé par un réducteur. Pour le fraisage des engrenages avec un module de 1, l’équipe d’usineurs expérimentée mise sur le système de fraisage circulaire de Horn. « Dès le début, nous avons délibérément choisi les systèmes Horn. Nous avons en effet examiné et comparé de nombreux outils de différents fabricants, mais aucun d’entre eux n’offrait la flexibilité des fraiseuses Horn.
Nous travaillons avec des saillies d’outils qui sont parfois très longues, et c’est là que le bon grain se sépare de l’ivraie », explique Gerard Sebert.
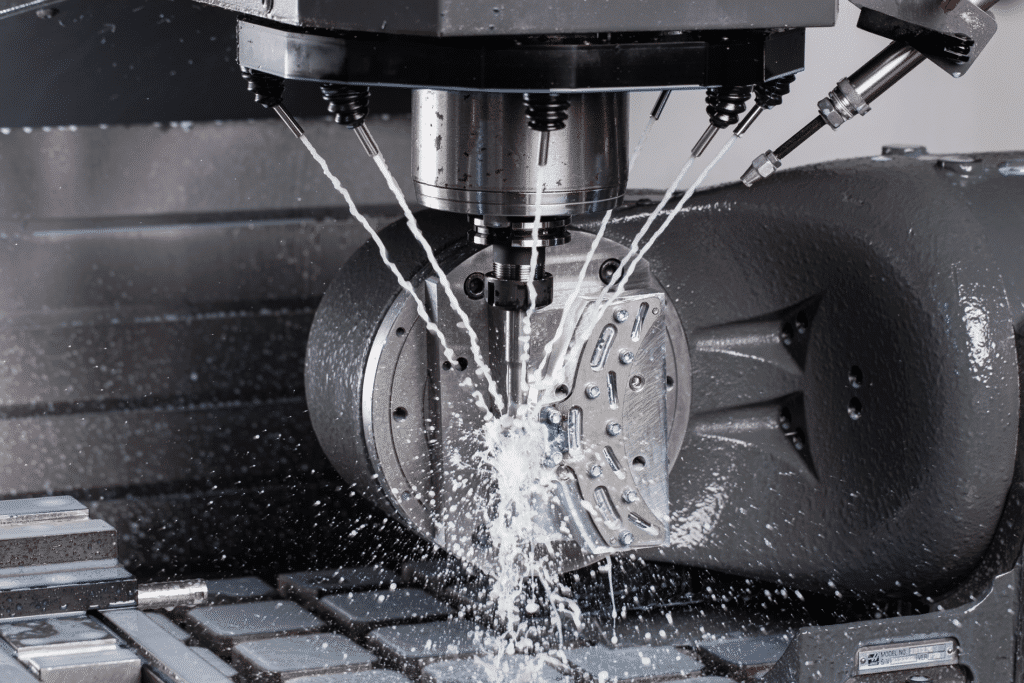
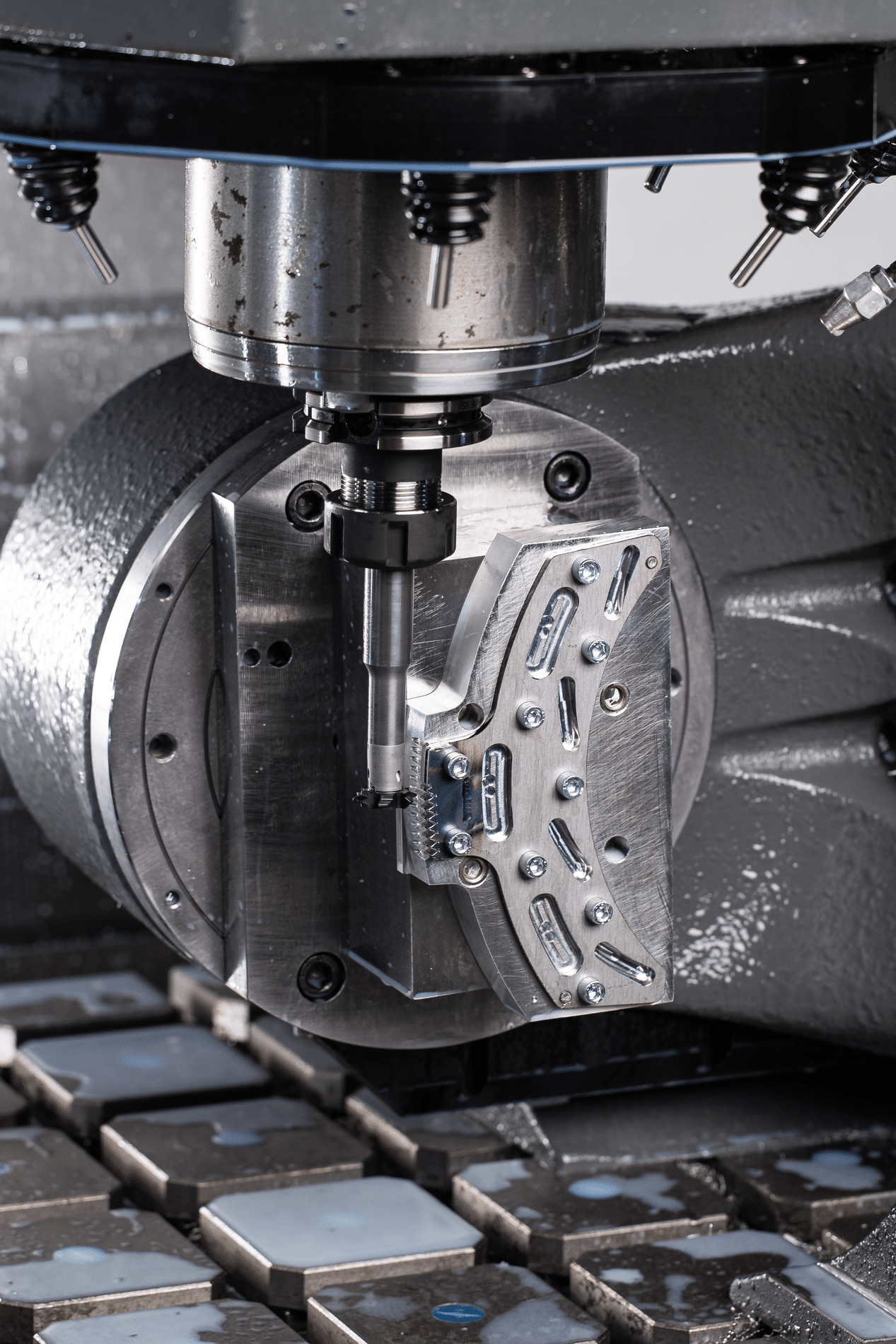
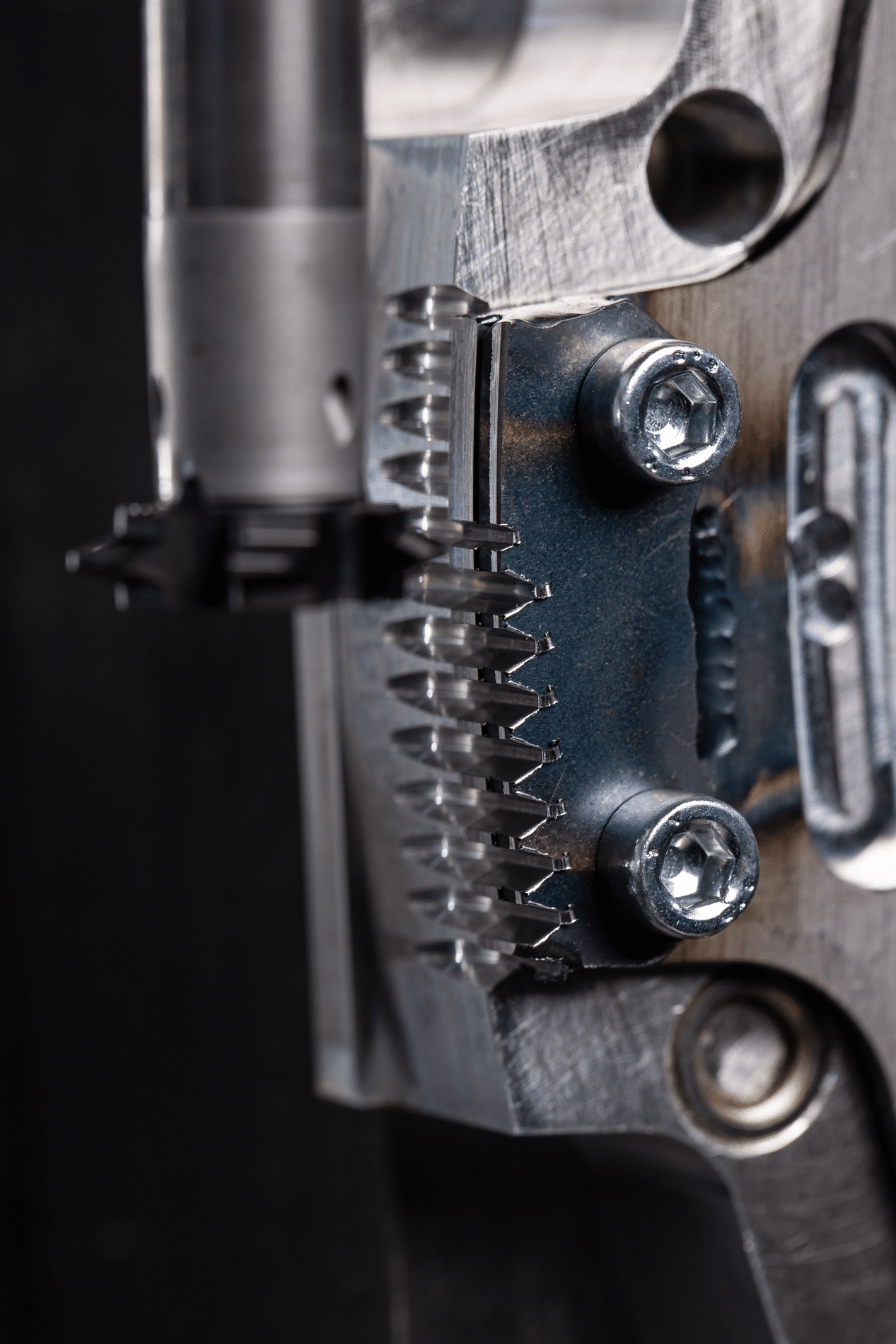
L’équipe d’Asch & Sebert utilise le système de fraisage circulaire type 623 de Horn. Le profil spécial des six dents de l’outil correspond au profil souhaité des flancs dentaires de la pièce. La portée de l’outil est longue en raison des circonstances. Grâce au corps en carbure monobloc amortissant, il n’y a aucun problème de vibration de l’outil. L’interface de coupe précise entre le support et la plaquette de coupe permet un fonctionnement circulaire et plan de la plaquette de précision micrométrique lors du changement. Le dégrossissage et la finition sont effectués avec le même outil.
L’outil fraise les différentes dents dans la pièce en plusieurs passes. Les coupes de dégrossissage ont une profondeur de ap = 0,2 millimètre et sont fraisées à une vitesse de coupe de vc = 100 m/min. La coupe de finition est de 0,1 millimètre. Elle est également réalisée à une vitesse de coupe de vc = 100 m/min. La direction de fraisage est opposée. Malgré la forte pression de coupe due aux six dents, les outils Horn sont très stables. Les six dents offrent une grande capacité de fraisage et permettent d’atteindre des vitesses de coupe plus élevées. « Malgré la longue saillie de l’outil, il n’y a pas de marques ni de dommages dus aux vibrations sur la surface. Nous veillons bien sûr également à une tension très rigide des composants. Les outils pourraient également fraiser sans problème les dents en pleine coupe. Cependant, nous avons délibérément choisi de travailler en plusieurs passes afin d’obtenir une qualité d’engrenage optimale pour ce composant central », explique Gerard Sebert.
Fraisage de rainures, fraisage de séparation ou fraisage d’engrenages : ce ne sont là que trois des nombreux processus de fraisage que le système de fraisage circulaire de Horn exécute avec efficacité et précision. Véritablement multitalent, l’assortiment étendu d’outils de ce système peut encore être utilisé pour d’autres processus de fraisage. Il peut également être utilisé pour le perçage à partir d’un diamètre intérieur de 8 millimètres ou le fraisage de rainures étroites d’une largeur de 0,2 millimètre… Ces outils sont des solutions à de nombreux problèmes, dans de nombreuses variantes standard, mais aussi dans des versions spéciales, pour les processus de fraisage les plus divers.
Le système de fraisage circulaire de Horn offre toute une série d’avantages à l’utilisateur : il est rapide, fiable et garantit d’excellents résultats de surface. L’outil plonge dans le matériau de manière inclinée ou très plane. Cela permet, par exemple, de produire des filetages d’une qualité reproductible élevée. Par rapport à l’usinage avec des plaquettes pour des diamètres plus grands ou des fraises VHM pour des diamètres plus petits, le fraisage circulaire est généralement plus économique. Le fraisage circulaire a également un large champ d’application. Il peut usiner l’acier, l’acier spécial, le titane ou l’aluminium et les alliages spéciaux. Les outils de précision sont particulièrement adaptés au fraisage de rainures, au perçage circulaire et au fraisage de filetages, mais aussi au fraisage de rainures en T ou d’engrenages. Ils convainquent également dans des applications spéciales, telles que le fraisage de joints d’étanchéité ou l’usinage de bielles.
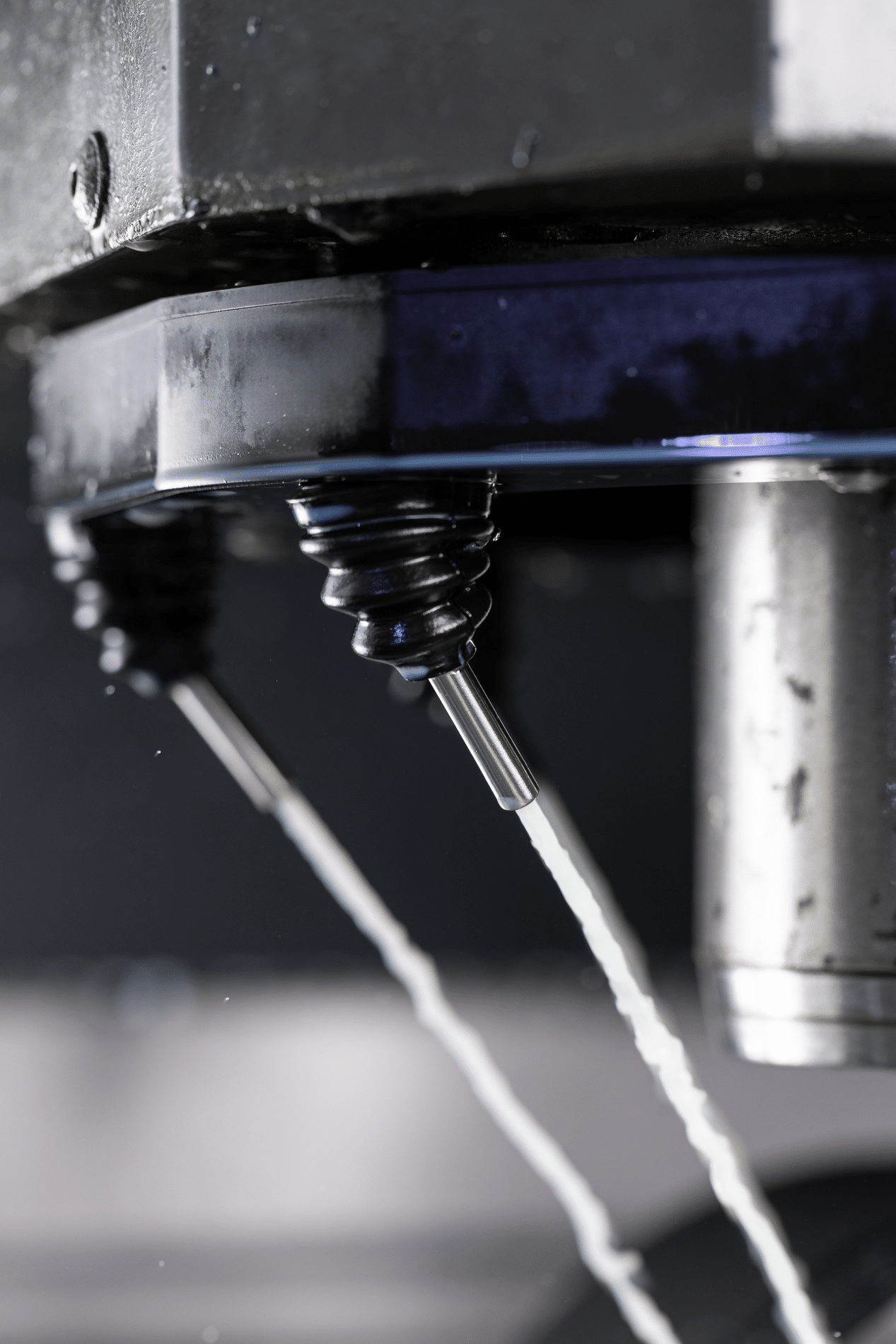
Outre les applications OEM chez différents fabricants de machines, Asch & Sebert propose également des anneaux de refroidissement pour équiper a posteriori des installations existantes, même plus anciennes. Le système se compose de l’anneau de liquide de refroidissement proprement dit et de la boîte de contrôle correspondante. La boîte est directement connectée au contrôle de la machine afin de pouvoir consulter les données de l’outil. Pour chaque installation spécifique, il convient de consulter le fabricant de la machine concernée. Une autre variante est l’anneau de liquide de refroidissement à contrôle manuel. L’installation ne nécessite aucune communication directe avec le logiciel de la machine. La position des buses de liquide de refroidissement peut être réglée à l’aide d’un panneau de commande situé à côté du contrôle de la m
achine. Le système fournit une pression maximale de liquide de refroidissement de 15 bar. Dans la plupart des cas, cela suffit pour l’alimentation en liquide de refroidissement externe. Si la pression augmente, le lubrifiant réfrigérant se vaporise trop fortement et perd ses propriétés.
« La collaboration avec Horn est un facteur important pour la réussite du développement et de la production de l’anneau de liquide de refroidissement », souligne Gerald Sebert. « Nous avons été convaincus dès le début par les systèmes Horn. Aucun autre système de fraisage ne garantit la flexibilité dont nous avons besoin. »
Si tel est le cas, veuillez contacterHartmetall-Werkzeugfabrik Paul Horn GmbH.
 Prendre contact
Prendre contact
Paul Horn GmbH has been developing and producing grooving, side turning and slot milling tools since 1969; these tools occupy a leading position in the market. Our products are used by automotive, general engineering, aerospace, hydraulics /pneumatics, jewellery and medical equipment manufacturers. The company, currently has around 900 employees in Germany and 500 elsewhere. It, […]
Voir le profil de l'entreprise